
Tungsteno Puro y Lantanado - Clase 13 RWMA (W, WLa)
Stock permanente en Monterrey. Electrodos para soldadura de contactos eléctricos. Entrega inmediata a todo México.
Especificaciones: AWS J1.3 • ISO 6848 • RWMA Class 13
ALCAVIL es proveedor líder de Tungsteno Clase 13. Electrodos con inserto para soldadura de contactos eléctricos. Stock permanente en Monterrey. Solicitar cotización →
Catalogo de Aleaciones por Codigo de Color (ISO 6848)
Los codigos de color son referencia de la norma ISO 6848 (originalmente para TIG). En soldadura por resistencia utilizamos esta nomenclatura para identificar la composicion.
Wolframio - Tungsteno Puro (WP)
Codigo ISO: VerdePara aplicaciones generales de soldadura de materiales con buena conductividad: cobre, insertos de plata, cross-wire welding y resistance brazing.
Tungstenos Lantanados (WLa) - Sustituyen al tungsteno puro con rendimiento superior
WLa10 - Lantano 1%
Codigo ISO: NegroSoldadura de terminales de cobre volumen medio. Conectores electricos y busbars.
WLa15 - Lantano 1.5%
Codigo ISO: Oro/DoradoReemplazo no radioactivo de WTh20. Terminales de cobre alto volumen. Alambre trenzado a conectores. Componentes de plata.
WLa20 - Lantano 2%
Codigo ISO: AzulBusbars de cobre alta corriente. Produccion intensiva 24/7. Componentes de plata para interruptores de potencia.
Tungsteno vs Cobre-Tungsteno: Aplicacion correcta
El tungsteno Clase 13 NO debe usarse para proyeccion de tuercas sobre acero - su fragilidad causa fractura por choque termico. Para soldadura de tuercas use Cobre-Tungsteno (CuW) Clases 10-12. El tungsteno puro es especifico para materiales altamente conductivos: cobre, laton, plata, aluminio.
Cuándo NO usar Tungsteno (y qué usar en su lugar)
Tungsteno resiste más calor que cualquier otro — pero es frágil como cristal.
❌ No uses Tungsteno si:
- Tu proceso usa mucha fuerza o impacto — El tungsteno se rompe como vidrio. Si se te cae, se quiebra. Si tu máquina aplica fuerza brusca, se astilla.
- Necesitas una geometría especial maquinada — El tungsteno no es fácil de maquinar. Para formas complejas, molibdeno es más versátil.
- Es proyección de tuercas/pernos sobre acero — Usa CuW/Elkonite (Clase 10-12). El tungsteno no es para aceros.
- Es spot welding de acero — Los electrodos de Clase 2 o Clase 3 son más adecuados.
📋 Ejemplos de planta:
- Celda de contactos de plata, inserto de tungsteno se astilla frecuentemente → El tipo de fuerza de la máquina no es compatible con tungsteno. Cambia a molibdeno - más "permisivo".
- Cross-wire de cobre con tungsteno, vida útil excelente pero necesitas geometría especial → Molibdeno acepta maquinado convencional. Tungsteno requiere EDM.
✓ Usa esto en su lugar:
- Molibdeno (Clase 14) — Si tu tungsteno se rompe por fragilidad. Mo es más dúctil y maquinable, misma conductividad.
- Elkonite/CuW (Clase 10-12) — Si es proyección sobre acero o necesitas más tenacidad.
⚡ Checklist de 30 segundos:
¿No sabes si tungsteno o molibdeno es mejor para tu proceso? Cuéntanos tu aplicación y tipo de máquina - te ayudamos a decidir →
Lo que vemos en aplicaciones reales
- Contactos de plata: Es la aplicación más común - el tungsteno no se alea con la plata durante la soldadura.
- Tungsteno es frágil: Es más duro que el molibdeno (en teoría dura más), pero es frágil como el vidrio - se astilla. Hemos visto procesos donde se rompe por el tipo de fuerza que usa la máquina.
- Si se te rompe el tungsteno: El molibdeno es más "permisivo" y maquinable. Misma conductividad, pero aguanta mejor ciertos tipos de fuerza.
- Si el molibdeno no te dura: Cambia a tungsteno - es más duro y tiene mayor vida útil (cuando no se rompe por fragilidad).
- Lantanado (WLa) para trabajo en caliente: El WLa15 tiene más resistencia al calor y permite mayor capacidad de trabajo en estado caliente. Similar al TZM del molibdeno.
- A veces lo especifica el cliente: Muchas veces la especificación viene del cliente de fábrica y hay que seguirla - tungsteno o molibdeno según lo que pidan.
Tabla Comparativa - Familia Tungsteno Clase 13
| Propiedad | WP | WLa10 | WLa15 | WLa20 |
|---|---|---|---|---|
| Oxido de Lantano | 0% | 0.8-1.2% | 1.3-1.7% | 1.8-2.2% |
| Densidad (g/cm3) | 19.25 | 19.20 | 19.18 | 19.15 |
| Resistencia choque termico | Base | Buena | Muy buena | Excelente |
| Volumen de produccion | Bajo | Medio | Alto | Intensivo |
| Aplicacion tipica | Cross-wire basico | Terminales Cu | Alto volumen | 24/7, alta corriente |
¿Necesitas el electrodo terminado? No solo vendemos el material: fabricamos electrodos para soldadura por resistencia con inserto de tungsteno Clase 13, brazing de plata y maquinado a dibujo.
Documentacion Tecnica
Preguntas Frecuentes sobre Electrodos de Tungsteno
¿Para qué se usan los electrodos con inserto de tungsteno?
Los electrodos con inserto de tungsteno se utilizan en soldadura por resistencia de metales altamente conductivos: cobre, latón, plata y aluminio. Su alta densidad (19.25 g/cm³) y punto de fusión (3,422°C) evitan que el electrodo se alée con el material base, garantizando soldaduras limpias en terminales eléctricos, cross-wire welding y componentes de contacto.
¿Cuál es la diferencia entre tungsteno puro (WP) y tungsteno lantanado (WLa)?
El tungsteno puro (WP) es ideal para aplicaciones de bajo volumen. Los tungstenos lantanados (WLa10, WLa15, WLa20) contienen óxido de lantano que mejora la resistencia al choque térmico, permitiendo mayor volumen de producción. WLa15 (1.5% La₂O₃) es el reemplazo no radioactivo del tungsteno toriado WTh20. A mayor porcentaje de lantano, mayor durabilidad en producción intensiva.
¿Se puede usar tungsteno Clase 13 para soldar tuercas por proyección?
No. El tungsteno Clase 13 es frágil y puede fracturarse por choque térmico al soldar tuercas sobre acero. Para proyección de tuercas (nut welding) y pernos (stud welding) debe usarse Elkonite (cobre-tungsteno) Clases 10, 11 o 12, que combina la conductividad del cobre con la resistencia del tungsteno según AWS J1.3.
¿Qué norma aplica para electrodos de tungsteno en soldadura por resistencia?
La norma AWS J1.3 (Specification for Materials Used in Resistance Welding Electrodes) clasifica el tungsteno como Clase 13 RWMA. Los códigos de color (verde, negro, oro, azul) siguen la norma ISO 6848 originalmente para TIG, pero adoptada en soldadura por resistencia para identificar la composición del material.
Equivalencias de Fabricantes — Tungsteno Clase 13
Referencia cruzada de números de parte entre fabricantes para tungsteno RWMA Clase 13 (según RWMA Bulletin 16, Tabla 18.13).
| Fabricante | Numero de Parte |
|---|---|
| RWMA / AWS J1.3 | Class 13 (Tungsten) |
| CMW | 100W |
| Centerline (CL) | CL-13 |
| Stillwater | T100W |
| Tuffaloy | T100W |
| Welform | CL-13 |
Fuente: RWMA Bulletin 16, Tabla 18.13 — Comparative Alloys. Ver tabla completa de equivalencias →
Capacidades de Manufactura ALCAVIL
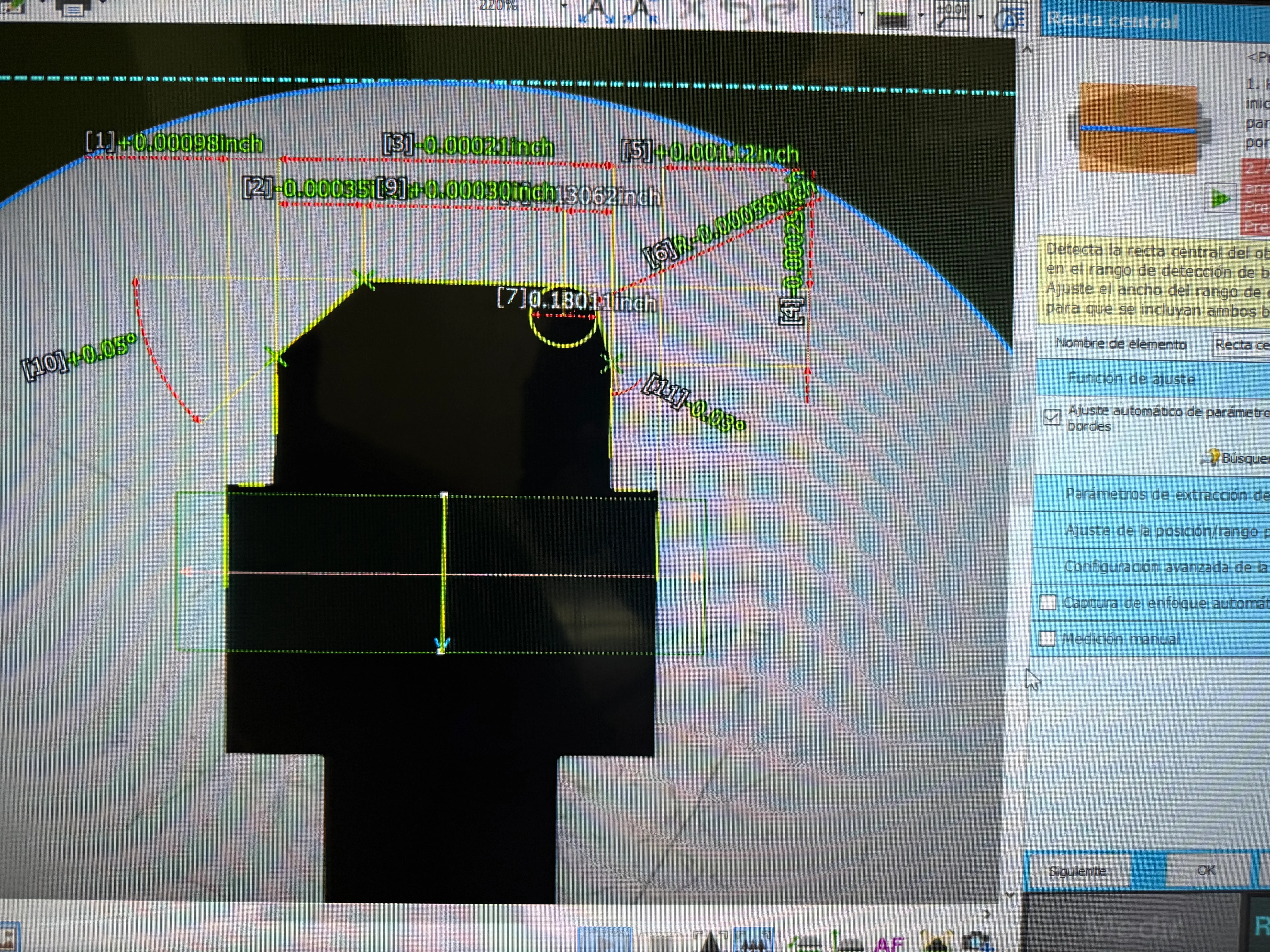
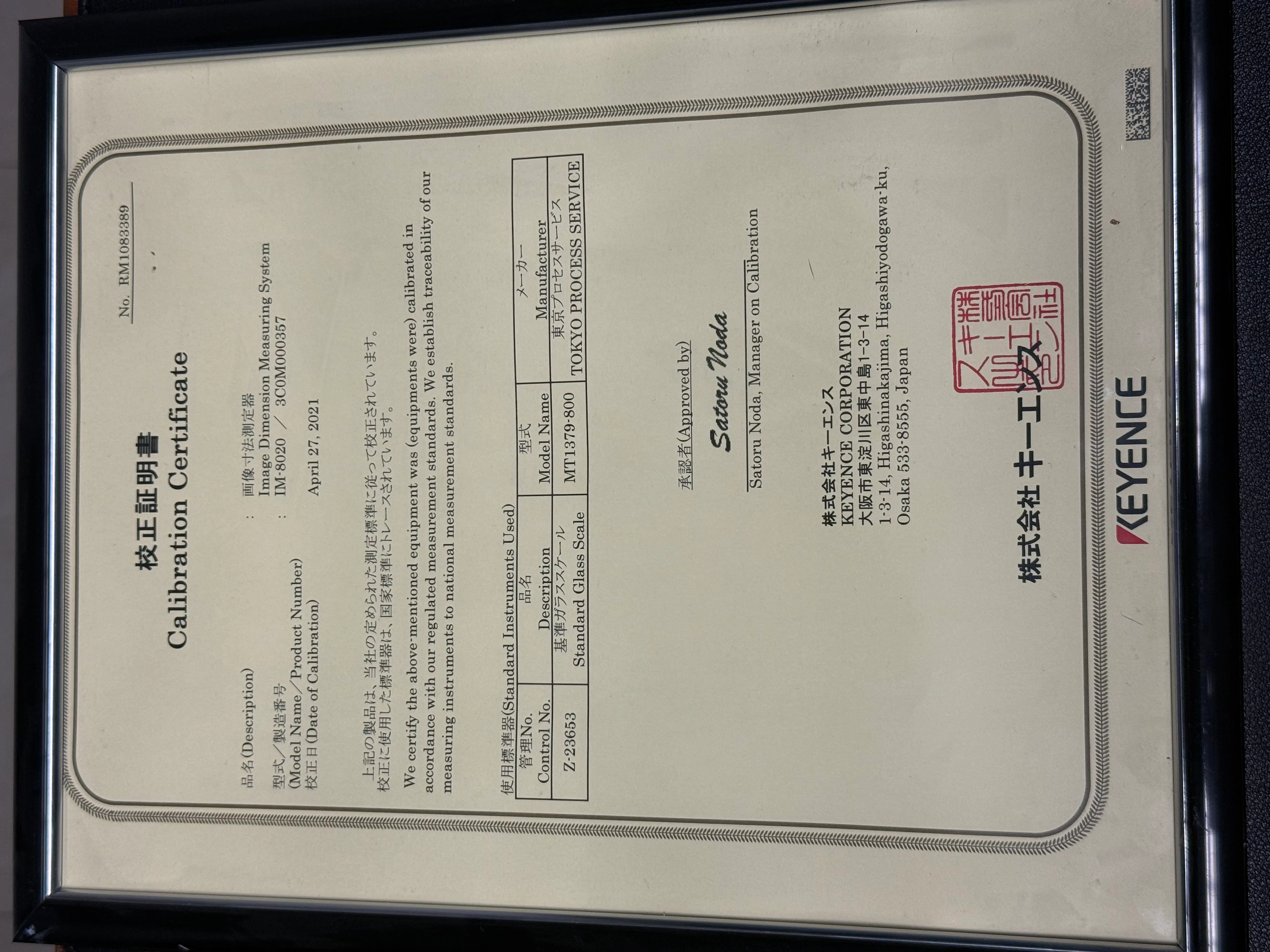
Fabricamos electrodos con inserto de tungsteno y molibdeno con tecnología de precisión. Maquinado EDM para cortes exactos en materiales refractarios y metrología certificada para garantizar tolerancias.

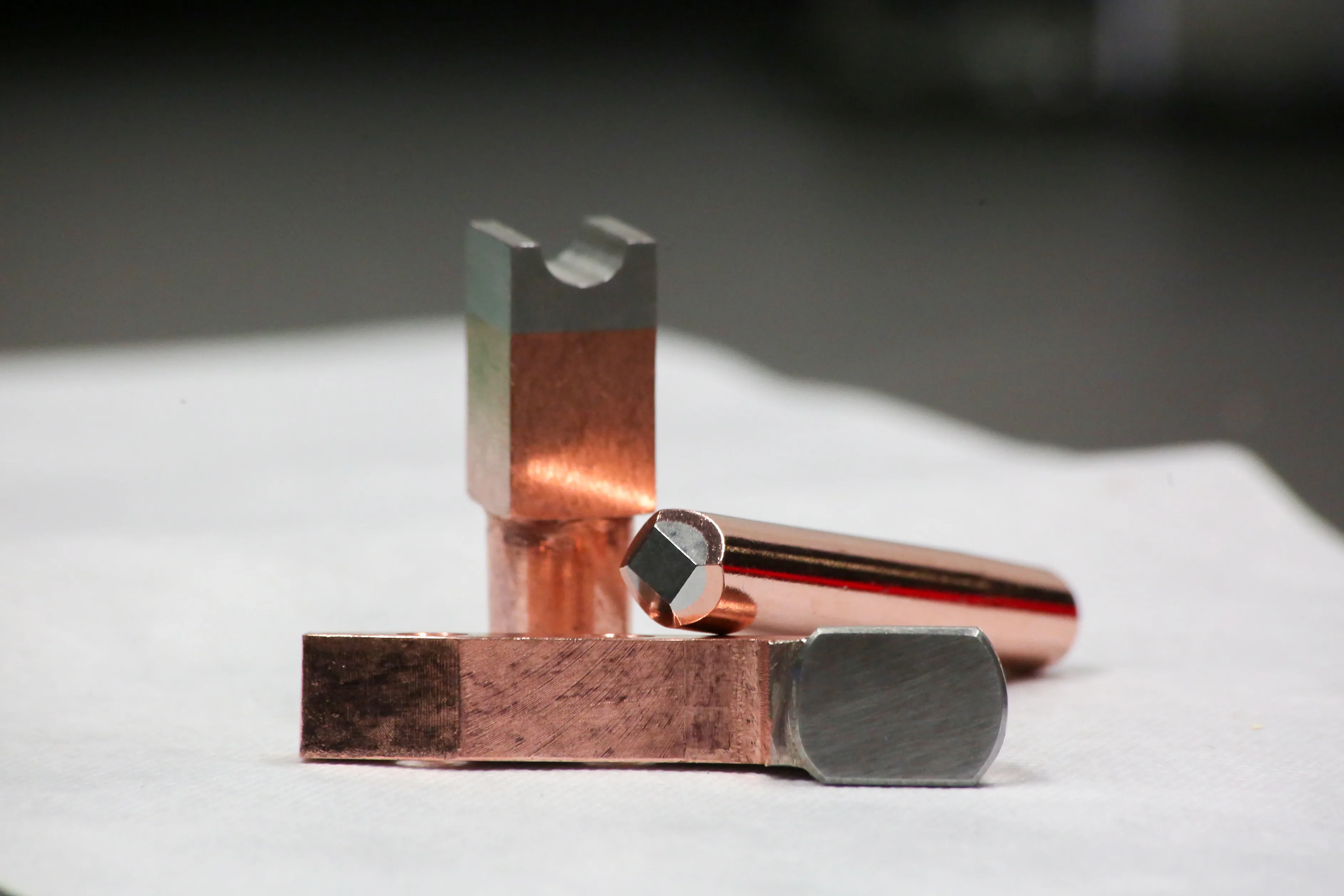
Electrodos con inserto de tungsteno y molibdeno para soldadura de contactos eléctricos — Fabricados en México por ALCAVIL
¿Busca electrodos terminados? Fabricamos electrodos con inserto de tungsteno listos para usar con conos Morse 1 y 2. Incluye maquinado EDM de precisión y metrología certificada.
¿Necesita electrodos con inserto de tungsteno o molibdeno para su aplicación?
Solicitar CotizaciónAplicaciones Industriales de Electrodos con Inserto
Contactores e Interruptores
Soldadura de contactos de plata en contactores industriales para Schneider, Siemens, ABB.
Terminales Eléctricos Automotrices
Soldadura de terminales de cobre para arneses eléctricos (Phoenix, BorgWarner, Milwaukee).
Cross-Wire Welding
Soldadura de alambre cruzado para rejillas, filtros y mallas de cobre/latón.
Soldadura por Proyección
Projection welding de componentes de cobre donde el electrodo no debe contaminarse.
Resistance Brazing
Brazado por resistencia con electrodos refractarios que no se alean con el material de aporte.
Hot Crimping
Engarzado en caliente de cables y conectores donde se requiere alta temperatura sin adhesión.