Refractory Metal Faced Electrodes · Clase 13 y 14 RWMA
Electrodos con Inserto de Tungsteno y Molibdeno
Electrodos de tungsteno para soldadura por resistencia de contactos eléctricos, terminales de cobre y contactos de plata. Tungsteno (Clase 13 RWMA) con el punto de fusión más alto de la tabla periódica; molibdeno (Clase 14 RWMA) con acabado espejo para aplicaciones de alta precisión.

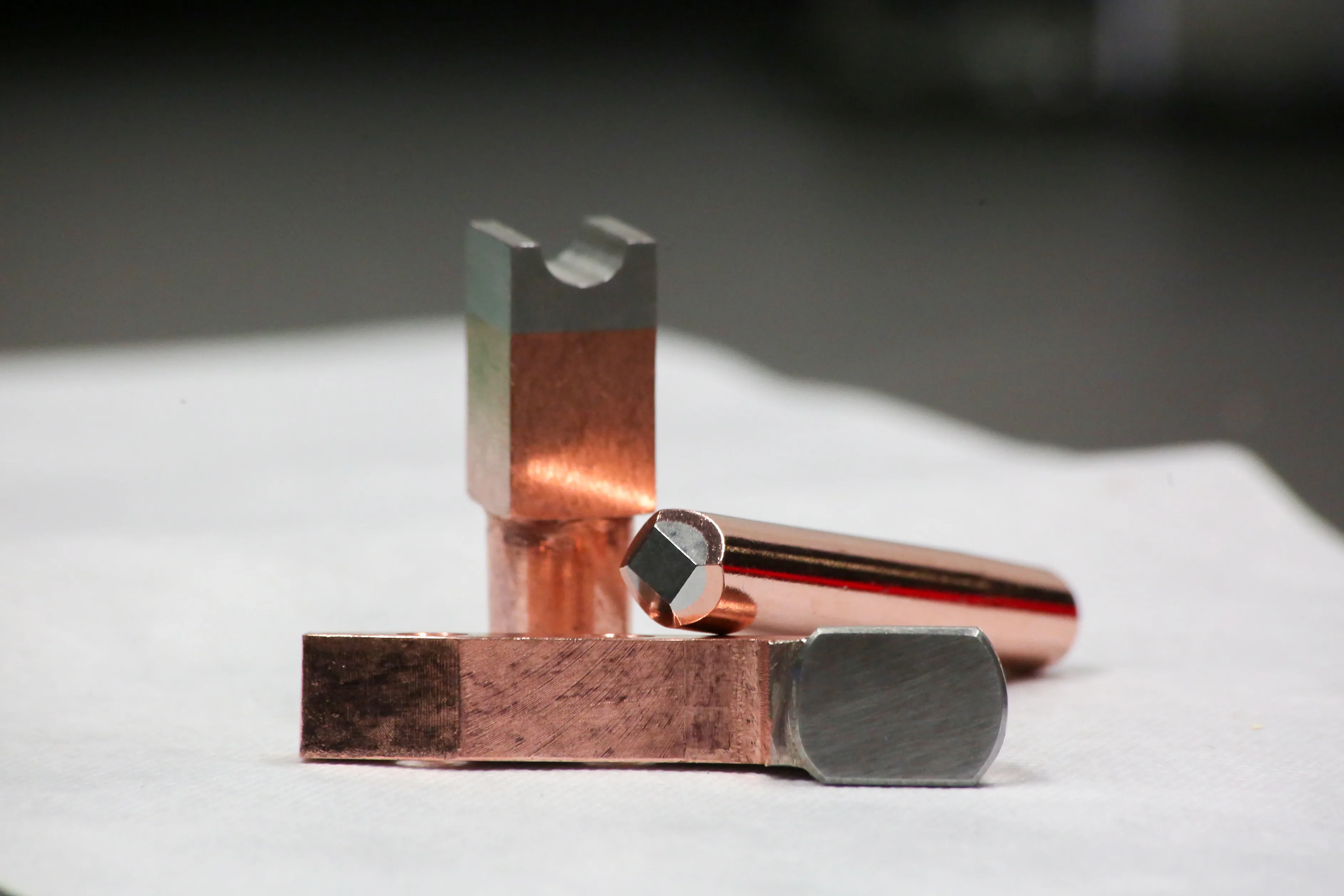
Nuestros electrodos con inserto de tungsteno y electrodos con inserto de molibdeno están fabricados con una pastilla de material refractario (W o Mo) insertada en un cuerpo de cobre Clase 2. Son la solución ideal para quienes buscan electrodos de tungsteno para soldadura por resistencia de contactos eléctricos, terminales de cobre y componentes de plata. El tungsteno (Clase 13 RWMA) ofrece el punto de fusión más alto de toda la tabla periódica (3,422°C), aunque es un material quebradizo; el molibdeno (Clase 14 RWMA) es más maquinable y permite acabado espejo para aplicaciones de máxima precisión.
¿Qué son los Electrodos con Inserto?
Los electrodos con inserto de materiales refractarios (Refractory Metal Faced Electrodes) son electrodos especializados que utilizan tungsteno (Clase 13 RWMA) o molibdeno (Clase 14 RWMA) en la cara de contacto. Estos materiales tienen puntos de fusión extremadamente altos y no se adhieren al cobre fundido.
Son esenciales para la soldadura de contactos eléctricos, terminales de cobre, contactores, interruptores y switches. Clientes típicos incluyen fabricantes como Siemens, Schneider Electric, Phoenix Contact y BorgWarner.
Productos Disponibles
- Electrodos de Tungsteno (W, WLa10, WLa15, WLa20) Tungsteno puro y lantanados para terminales de cobre en motores y componentes eléctricos. Mayor dureza y resistencia al desgaste. WLa15 y WLa20 recomendados para producción 24/7.
- Electrodos de Molibdeno / TZM Acabado espejo disponible para contactos de plata sin marcas. TZM (Ti-Zr-Mo) para mayor resistencia a alta temperatura. Más económico que tungsteno con excelente rendimiento.
- Electrodos Elkonite (CuW) Cobre-Tungsteno para control preciso de parámetros en aplicaciones especiales. Combina conductividad del cobre con dureza del tungsteno.
- Conos Morse 1 y Morse 2 Montaje estándar para equipos de soldadura de contactos eléctricos. El tamaño del cono depende del diseño del equipo y la cavidad del electrodo.
Acabado Espejo en Electrodos de Molibdeno
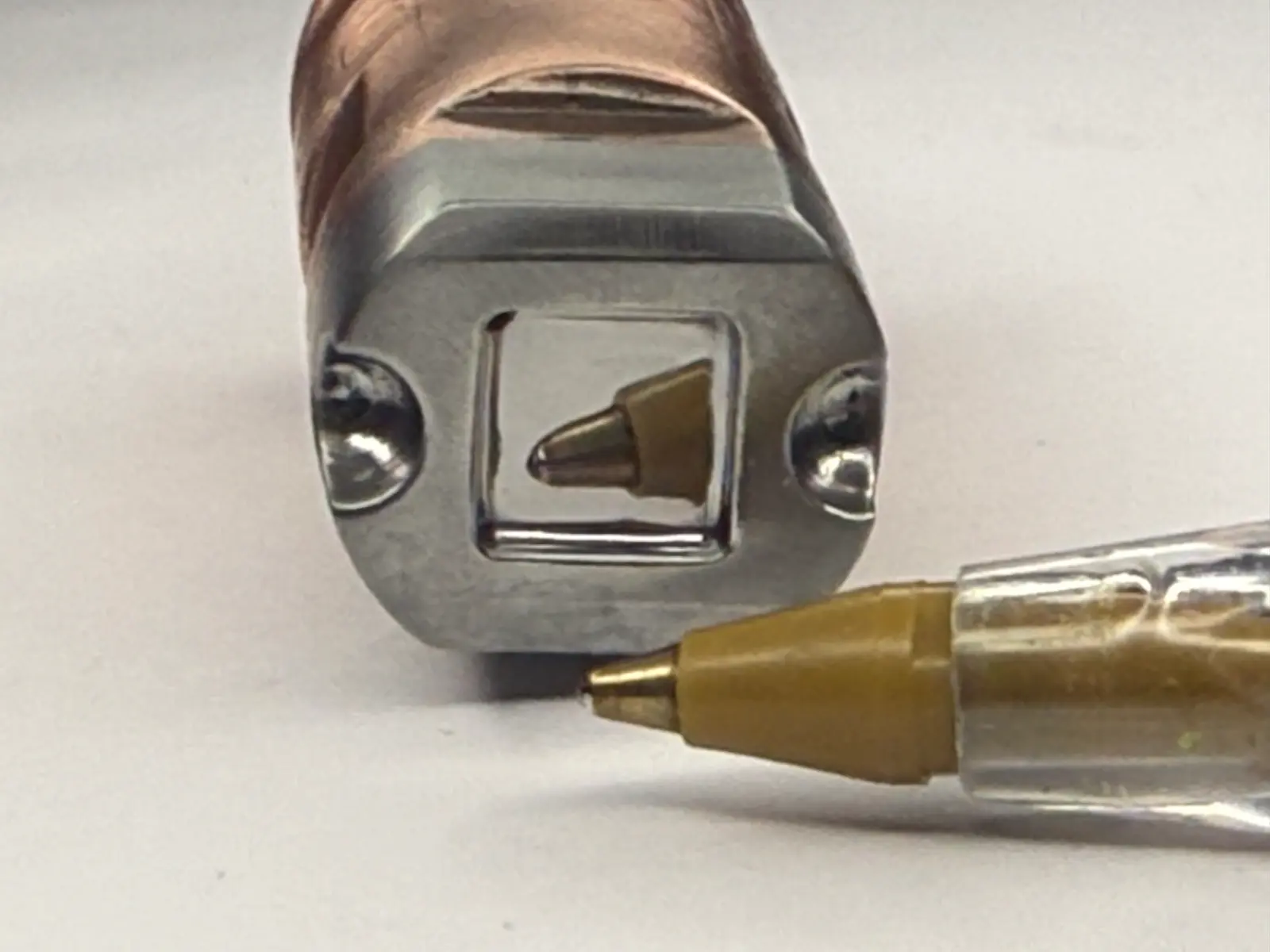
El acabado espejo es un proceso complejo que requiere una combinación especializada de productos y técnicas de pulido. En ALCAVIL hemos desarrollado el dominio de este proceso a lo largo de años de experiencia. El resultado es una superficie tan lisa que refleja objetos como un espejo, eliminando cualquier marca en los contactos de plata soldados.
Tungsteno vs Molibdeno: Diferencias Clave
Ambos materiales tienen la misma conductividad eléctrica (aproximadamente 30% IACS), pero características muy diferentes:
- Tungsteno: Punto de fusión más alto de la tabla periódica (3,422°C). Es quebradizo y solo permite acabado de rugosidad mejorada, no espejo.
- Molibdeno: Punto de fusión menor (2,623°C) pero más maquinable. Permite acabado espejo para contactos de plata sin marcas.
Video: Acabado espejo reflejando una pluma - calidad de superficie ALCAVIL
Diferenciador Técnico – AWS J1.3
Precisión Micrométrica: Nuestros electrodos de tungsteno Clase 13 y molibdeno Clase 14 se fabrican con maquinado EDM para evitar fracturas en el material quebradizo. El acabado espejo en molibdeno elimina marcas en contactos de plata. Equipos de metrología de alta precisión verifican tolerancias en cada pieza.
¿Necesita Especificaciones o Cotización?
Obtenga fichas técnicas o una cotización personalizada para sus electrodos con inserto.
Capacidades de Manufactura

Maquinado EDM
Electroerosión de precisión para tungsteno. El material es quebradizo y requiere corte EDM para evitar fracturas y lograr tolerancias cerradas.
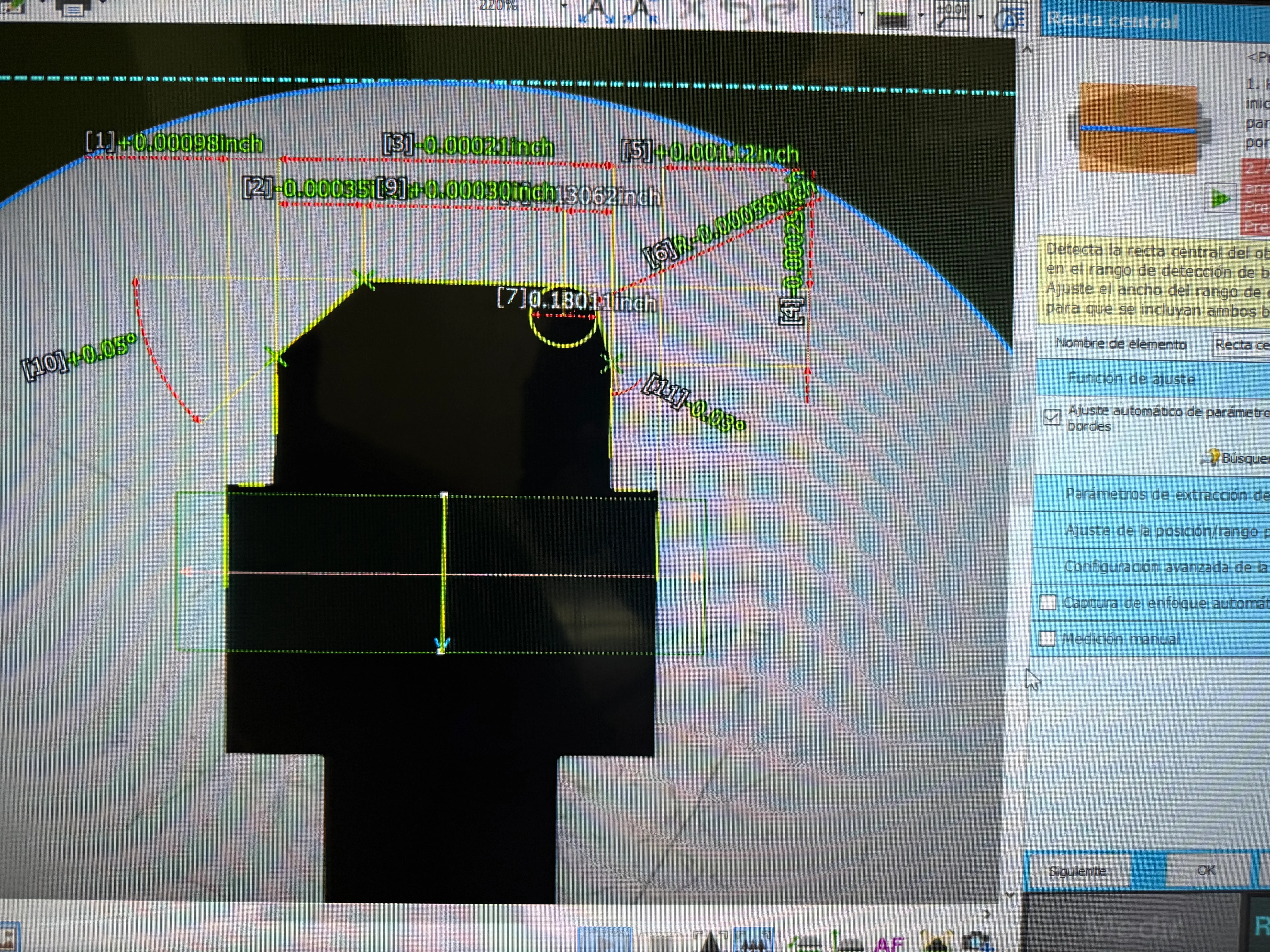
Metrología Computarizada
Sistema de medición óptica de alta precisión para verificar dimensiones y tolerancias en cada electrodo fabricado.
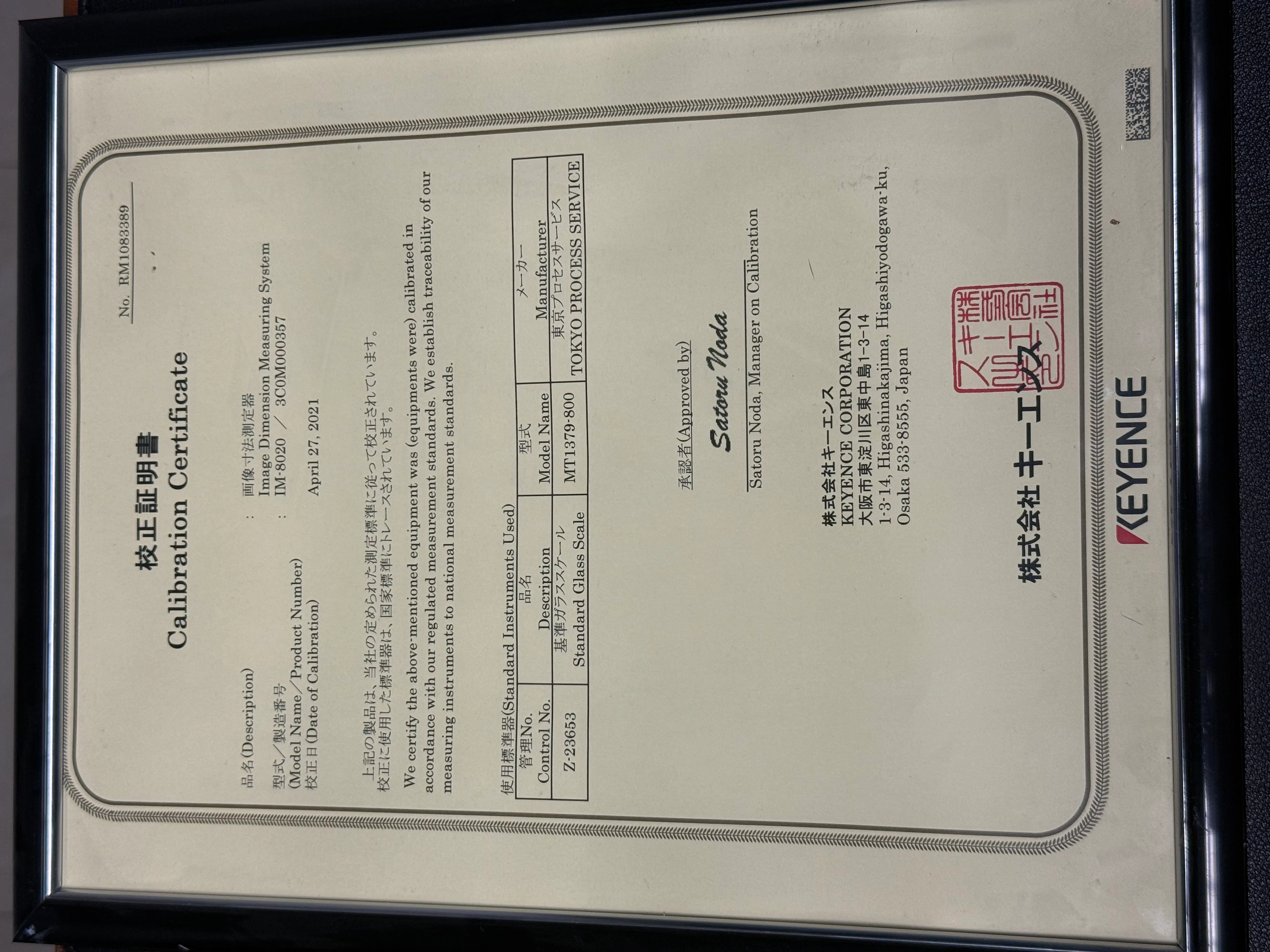
Equipos Certificados
Nuestros equipos de medición cuentan con certificados de calibración vigentes que garantizan la precisión de cada pieza.
Aplicaciones
- Terminales de Cobre Soldadura de terminales en motores eléctricos, arneses automotrices y componentes de potencia.
- Contactos de Plata Unión de contactos en relés, contactores y switches. Acabado espejo en Mo para cero marcas.
- Interruptores y Switches Componentes de switchgear y distribución eléctrica de media y baja tensión.
- Componentes Electrónicos Soldadura de precisión en componentes de electrónica de potencia y control industrial.
Tipos de Tungsteno
Ofrecemos tungsteno puro y lantanados según ISO 6848:
- WP (Verde) - Tungsteno Puro 99.95% Para aplicaciones básicas de bajo volumen. Económico pero menor vida útil.
- WLa10 (Negro) - 1% Óxido de Lantano Para terminales de volumen medio. Mejor arranque y estabilidad que WP.
- WLa15 (Oro) - 1.5% Óxido de Lantano Alto volumen de producción. Reemplazo ideal del WTh20 (toriado) sin radiación.
- WLa20 (Azul) - 2% Óxido de Lantano Producción intensiva 24/7. Máxima vida útil y consistencia en aplicaciones exigentes.
Conos Morse: Historia y Especificaciones
El cono Morse fue inventado en 1864 por Stephen A. Morse en New Bedford, Massachusetts, Estados Unidos. Morse fundó la Morse Twist Drill and Machine Company y diseñó este sistema de sujeción cónica para brocas de taladro. El ángulo original del cono Morse es de aproximadamente 2°50' (2 grados 50 minutos), lo que proporciona un ajuste autocentrante y autoblocante sin necesidad de roscas.
Estandarización del Cono Morse
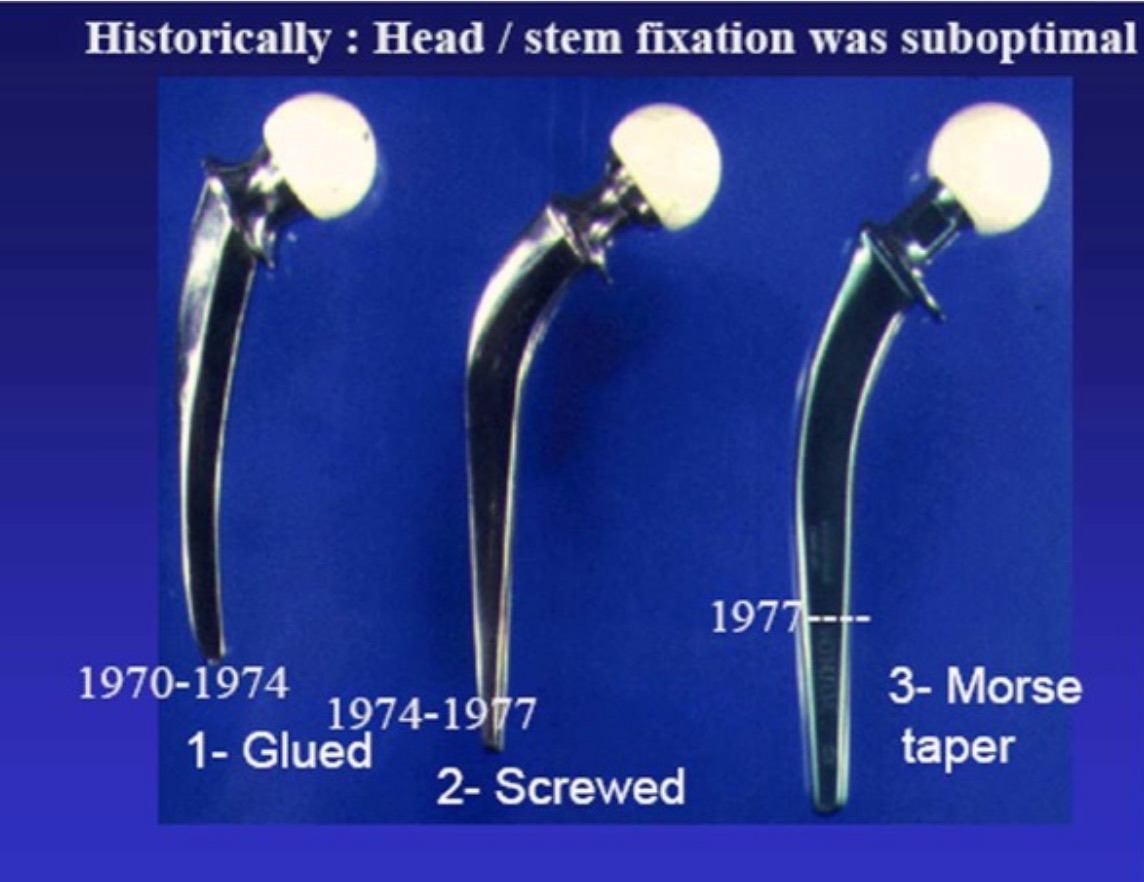
El diseño fue posteriormente estandarizado por el Bureau of Standards de Estados Unidos y se convirtió en un estándar industrial mundial. Hoy se utiliza no solo en herramientas de corte, sino también en prótesis médicas ortopédicas (cadera, rodilla) por su excelente fijación mecánica, y en electrodos de soldadura por resistencia para contactos eléctricos.
Nomenclatura: América vs Japón
En América utilizamos la nomenclatura Morse estándar (Morse 1, Morse 2, Morse 3, etc.), donde cada número indica un tamaño específico de cono con el ángulo característico de ~2°50'. Sin embargo, algunos fabricantes japoneses de equipos utilizan conos con relación 1:10 que tienen medidas diferentes. Es importante verificar las especificaciones de su equipo para seleccionar el cono correcto.
Tamaños Morse Estándar para Electrodos
| Morse # | Diámetro Mayor | Diámetro Menor | Longitud |
|---|---|---|---|
| Morse 1 | 12.065 mm | 9.045 mm | 53.98 mm |
| Morse 2 | 17.780 mm | 14.059 mm | 69.85 mm |
Nota: El tamaño del cono Morse depende del diseño del equipo y la cavidad del electrodo, no del tipo de soldadora.
Preguntas Frecuentes
¿Por qué usar un electrodo con inserto en vez de un electrodo sólido de tungsteno o molibdeno?
El tungsteno y molibdeno son materiales refractarios costosos. Solo la cara de contacto necesita ser refractaria — el resto del electrodo funciona mejor en cobre (Clase 2 CuCrZr) para conducir calor y corriente. Un electrodo con inserto combina una pastilla refractaria con un cuerpo de cobre, entregando el mismo rendimiento de soldadura a una fracción del costo de un electrodo sólido refractario.
¿Cómo elijo el tamaño correcto de cono para mi electrodo con inserto?
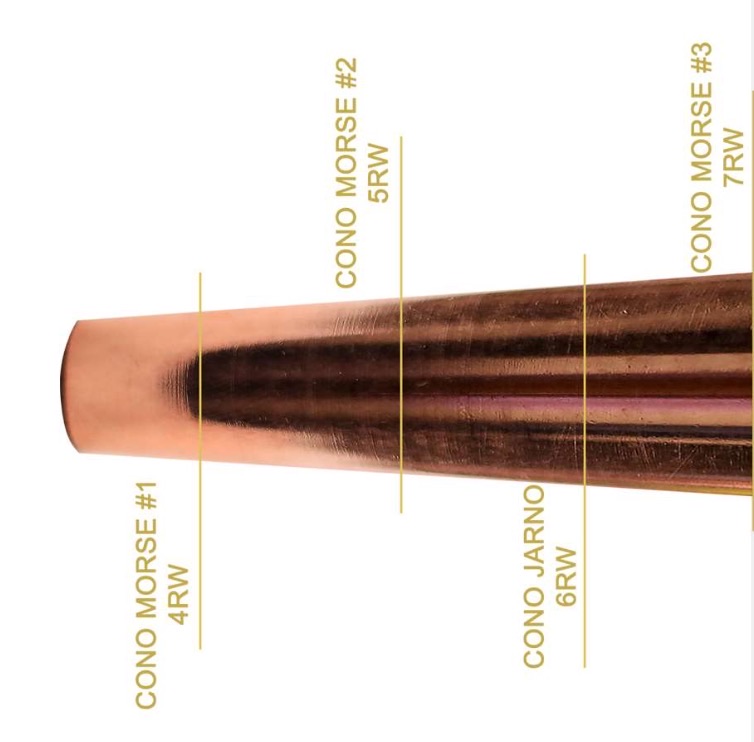
Según RWMA Bulletin 16 (Figura 18.1), el tamaño del cono depende de la fuerza del electrodo: #4 RW Taper (Morse 1) para hasta ~600 lbs con cara de 3/16"-5/16"; #5 RW Taper (Morse 2) para hasta ~1,000-1,200 lbs con cara de 1/4"-5/16"; #6 y #7 RW para fuerzas mayores. Un cono subdimensionado se afloja y patina bajo presión. Algunos equipos japoneses usan conos con relación 1:10 que tienen medidas diferentes — verifique las especificaciones de su equipo.
¿Puedo obtener electrodos con inserto con acabado espejo?
Sí, pero solo en molibdeno (Clase 14). El tungsteno es quebradizo y solo permite acabado de rugosidad mejorada, no espejo. El molibdeno acepta acabado espejo vía maquinado EDM, eliminando marcas en contactos de plata. Es el diferenciador clave para aplicaciones donde no se pueden dejar marcas visibles en el componente soldado.
¿Cuánto duran los electrodos con inserto de tungsteno y molibdeno?
Miles de puntos de soldadura cuando el proceso de enfriamiento se mantiene correctamente. La vida útil depende del flujo de agua de enfriamiento, la fuerza aplicada y el material de la pieza. Cuando los electrodos se sobrecalientan excesivamente, las soluciones incluyen ajustar el largo del inserto refractario o fabricar el electrodo completamente en tungsteno o molibdeno para máxima disipación de calor.
¿Cuál es su tiempo de entrega y envían a Estados Unidos?
El tiempo de entrega es de 2 a 4 semanas si tenemos material en stock. Fabricamos en Monterrey, México y enviamos a todo México y Estados Unidos. Contáctenos para disponibilidad actual.
¿Cuáles son los nombres equivalentes de estos materiales en otros fabricantes?
Los materiales refractarios para electrodos tienen diferentes nombres comerciales según el fabricante. Por ejemplo: Tungsteno Clase 13 = CMW 100W = Tuffaloy T100W = Centerline CL-13. Molibdeno Clase 14 = CMW 100M = Tuffaloy T100M = CL-14 (según RWMA Bulletin 16, Tabla 18.13). Ver tabla completa de equivalencias.